Description
This is a 93 slide overview of advances in process failure mode effects analysis (PFMEA) per the Automotive Industry Action Group’s (AIAG’s) and German Association of the Automotive Industry (VDA) and also of control plans that can be appended to PFMEAs to create dynamic control plans. The new seven step process is logical and straightforward, and includes major advances over the previous method.
(2) The Risk Priority Number (RPN) has the serious drawback of being the product of three ordinal numbers. Consider for example two failure modes, one with Severity 4, Occurrence 5, and Detection 10, and the other with S=10, O=5, and D=4. The first will occur relatively frequently but can, at most, annoy customers. The second will occur less frequently but can kill customers, so the second’s priority far outweights the first’s even though both have RPN=200. The RPN has been replaced by an Action Priority of High, Medium, or Low which depends on the Severity, Occurrence, and Detection ratings with Severity having the greatest weight and Detection the least. An Occurrence rating of 1 (best possible, the failure mode cannot happen) earns an Action Priority of Low regardless of the other two ratings.
1. What is FMEA?
2. Role of FMEA in AQP or APQP
3. Role of FMEA in ISO 9001:2015 and IATF 16949:2016
4. FMEA Basics (AIAG/VDA process)
5. Process FMEA
6. Control Plan
Complete utilization of this material requires the tables in the AIAG/VDA manual which must be purchased from AIAG.
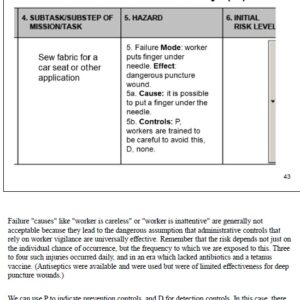
Recommended reference for prevention and detection controls: Shingo, Shigeo. 1986. Zero Quality Control: Source Inspection and the Poka-Yoke System.